Polissage à la machine du miroir de 410
Le polissage à la machine
Ce genre de projet commence toujours par la réalisation du miroir, ici il sera poli par mes soins sur la machine à polir. Le blank pré-ébauché a été acheté chez Ediver dans le 77, pour un coût très interessant 630€.
Caracteristique du blank :
- Diamètre : 410 mm.
- Epaisseur : 42 mm.
- Chanfrein au dos de 4mm.
- Flèche de 6,35mm.
La rugosité liée à l’ébauchage à la meule correspond à un grain de 220, cependant l’arret de la meule à laisser une série de piqure un peu plus profonde qu’il faudra reprendre au grain supérieur.
Réalisation des outils en staturoc.
L’outil devra avoir une épaisseur de 30mm environ pour être suffisamment rigide, soit un volume de 5,2L si l’on néglige la forme concave. On prendra donc 5L de platre et 1,7L d’eau.
– 1er outil de 410mm de diamètre pour le doucissage.
– 2e outil de 410mm de diamètre pour le polissage.
Comme le miroir a déjà atteint la flèche, on utilisera pas de carré en gres ceram mais un materiau plus tendre de simple carré de verre de 2cm de coté et 1cm d’épaisseur…
le Doucissage
Apres le pré-ébauchage à la meule, il serait possible de poursuivre avec le carbo 180 ou 220, mais la sortie de meule a laissé une rayure plus profonde, don,c retour au C120. Entre 1 et 2 heures pour chaque grain (C120 / C220 / C400 / C600) est suffisante pour atteindre le polissage, en vérifiant bien la supression des piqures à la loupe binoculaire et le réunissage au feutre indélébile.
le polissage
Lors du polissage du miroir du T600 nous n’avions pas figé de véritable stratégie de polissage et ça a serieusement manqué!! En épluchant le net, j’ai choisi de m’arreter sur une méthode de polissage proche de celle de Zambuto en multipliant les outils de diamètre différent. Pour comprendre comment travail l’outil lors du polissage le site de GAP47 est une mine d’informations. Un document est particulierement parlant, c’est le cahier de retouches de Zambuto dans lequel on comprend mieux la méthode de parabolisation (CR de Zambuto).
Le polissage à la machine
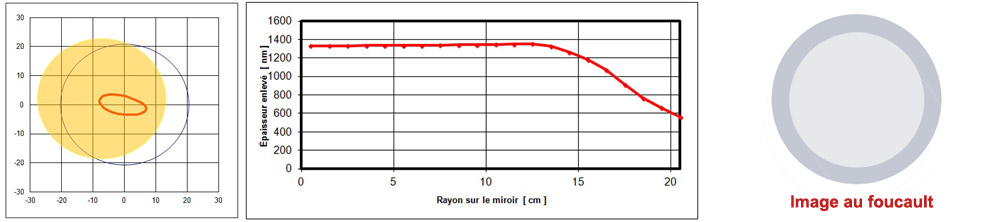
La suppression du gris va se faire à la machine avec l’outil pleine taille. Quelque soit les réglages de la machine, la forme residuel se rapproche de la sphère, enfin plutot 2 portions de sphère.
La zone centrale est toujours recouverte par l’outil par conséquent celle-ci devient sphérique. La couronne externe presente un gradient d’usure liè au temps de recouvrement de l’outil sur le verre, cette zone presente un rayon de courbure different de la zone centrale mais tout de même relativement sphérique. La transition entre les zones est directement en relation avec la position de l’excentrique.
Sur le premier graphique on distingue la trajectoire du centre de l’outil(en orange) sur le miroir (cercle bleu) pour un excentrique de 8cm, soit 20% du diamètre.
Le 2d graphique représente la répartition de l’usure avec cette configuration de réglage (échelle d’usure indicative), on constate que le l’usure est bien constante lorsque le recouvrement de l’outil et du miroir est permanent.
La connaissance du travail de l’outil pleine taille est nécessaire pour continuer car c’est notre gomme, le retour à la sphère si l’on se plante dans la parabolisation.
La parabolisation
La parabolisation s’effectue avec un outil plus petit que le diamètre du miroir comme c’est parfaitement décrit sur le site du GAP47. Le F/D de mon miroir est de 4 un outil de 60% sera suffisant (50% pour les optiques plus ouvertes).
La méthode décrite par Zambuto consiste à jouer sur des combinaisons de déport et d’offset modulés par le temps sur chaque position.
– Le déport : La méthode consiste à partir d’un deport de 20% puis de le reduire progressivement à quelques pourcents. Le déport effectue l’opération de parabolisation par palier. Ainsi, on realise du zonage en couronnes concentriques.
– L’offset : il permet de faire la liaison entre les differentes couronnes et d’éviter le zonage.
– Les durées de polissage : les durées sont relativement courtes (quelques minutes au maximum), plus l’offset est faible et plus la durée de polissage est importante afin de creuser plus le centre.
L’état de surface: Obtenir un L/16 ne sert à rien si à coté le miroir à un mamelonnage excessif. L’état de surface se travaille dès le debut du polissage, il en faut pas attendre la fin. Pour ma part, j’ai obtenu un très bon état de surface avec les outils recouvert de poix Gugolz 54 et une soupe de polissage (zirconium + eau + glycerine + qques gouttes de vinaigre blanc pour l’acidité), j’avais un régime de polissage très doux et fluide. Malheureusement j’ai dû refaire un outil avec de la poix de chez Stathis, une vraie merde très dure qui a massacré l’état de surface.
2 choses à capitaliser :
– il faut que les outils soient fonctionnels quand on en a besoin. Préparer les outils des diamètres que l’on pense avoir besoin (on peut toujours les degarnir pour reduire leur diamètre), les outils doivent être bien chargé d’abrasifs.
– Ne pas changer de poix pendant la parabolisation, ni de soupe de polisage même si cela à moins d’incidence que la poix, car on ne connait pas les réactions sur l’état de surface.
Les valeurs de d’offset et de déport mentionnées par Zambuto dans son compte rendu de polissage semblent devoir être très précis avec des pas relativement courts, pour mon miroir la machine ne permet pas d’obtenir ce degré de précision cependant ce n’est pas un problème car on effectue un balayage sur les zones.
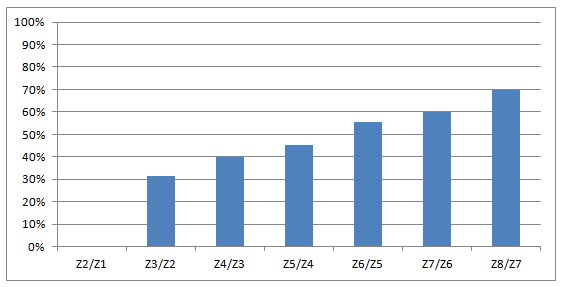
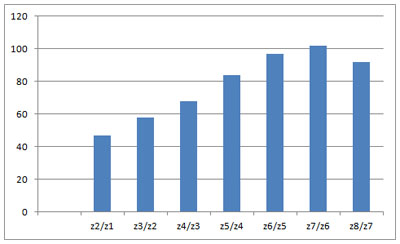
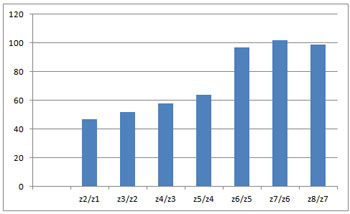
Pour suivre l’évolution du polissage, Zambuto prend en compte le ratio entre les tirages des zones consécutives, cela permet d’éviter d’avoir du retard avec une zone et de conserver une bonne progressivité dans les tirages.
Exemples de mes retouches :
J’utilisais un masque 8 zones au foucault.
Dans son explication Zambuto déclare qu’il ne faut pas avoir plus de 20% entre les zones, je rajouterai surtout que le retard ne doit pas être superieur à 10% sur la zone externe lorsque l’avant dernière zone est déjà autour de 100%. J’en ai fait l’experience, le delta entre les 2 dernieres zones était etait à 91% et la précedante à 100% ; ce fut une grosse erreur. Il faut ABSOLUMENT finir la derniere zone (98% à 102%) pour ne pas penaliser les critères de Rayleigh, Couderc,… et ce quelque soit la zone amont. La derniere zone ne peut être corrigée sans accentuer les deltas des zones amonts. De plus on ne peut pas corriger cette derniere zone avec un outil de petite taille, cette retouche doit se faire avec l’outil de 60%.
Une de mes tentatives fut d’utiliser un tout petit outil sur les zones 6 & 7 avec un mouvement tangentiel pour augmenter le pourcentage de la zone 8, sans succès.
La méthode Zambuto consiste à passer à un outil d’un diamètre inférieur lorsque le tirage recherché est atteint (ou approché), on choisit tout simplement un outil de 60% du diamètre de la zone concernée puis on applique une variation de déport avec un maximum de 20% pour ne pas degrader les zones déjà au tirage. Une séance de retouche s’effectue en 2 étapes :
– La 1ere comme décrite juste avant, avec une variation de déport (3 à 20%) et d’offset modulée par des durées differentes.
– La seconde est la phase de lissage, avec un deport constant et assez faible, on passe en revue tous les pas d’offset avec la même durée (30 secondes à 1min), cela permet de lisser les transitions qui seraient toujours présentes malgré la variation d’offset de la première étape.
A la lecture du carnet de retouche de Zambuto, son exemple de retouche quand ça s’est mal passé me semble très technique voire trop technique. Excepté cet exemple,il semble que l’on est pas d’échapatoire et qu’il faille retourner à la sphère.
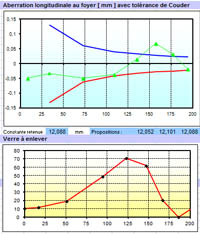
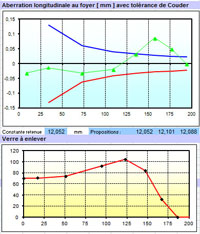
la feuille de calcul pour les mesures au Foucault developpée par Pierre Strock permet de faire varier la constante en fonction des statégies de parabolisation par le bord, la zone 0,7 ou le centre.
Pour illustrer ce propos, les 2 exemples à gauche présentent le verre à enlever en fonction d’une stratégie de parabolisation par le bord avec la constante 12,052 ou par le centre avec la 3e constante 12,088.
Dans mon cas les zones central sont difficiles à traiter avec la machine car celle-ci devient disproportionnée par rapport aux outils (D<150mm) et le risque que l’axe d’entrainement sorte de son logement au dos de l’outil devient trop important. Par conséquent, le travail à la main sur le plateau tournant s’impose .
P**** de contrôle
Le plus difficile dans le polissage, c’est pas le polissage mais bien la prise de mesure au foucault et la bonne répétabilité de ces mesures. Le foucault-caméra est une approche interessante de la mesure, qui perd une partie de la subjectivité qui est souvent reproché. Motorisé et associé au logiciel « Virtual Couder Screen » ça devient très bon.